塑料瓶吹塑模具工艺对塑料提手加工分析:
1、刀具选择、切削参数的选定及加工余童的确定对于不同的工序需要选择不同的刀具及合适的铣削加工参数。
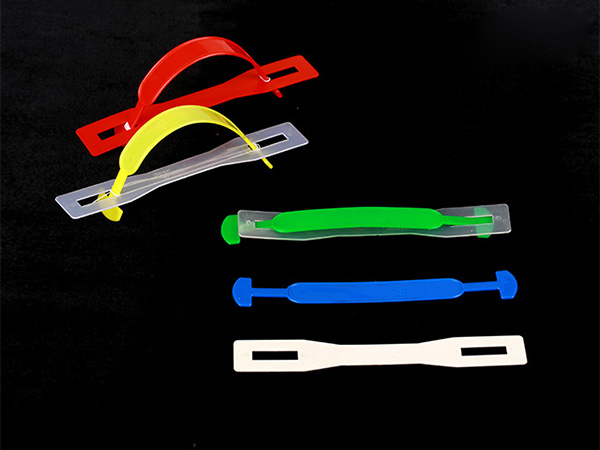
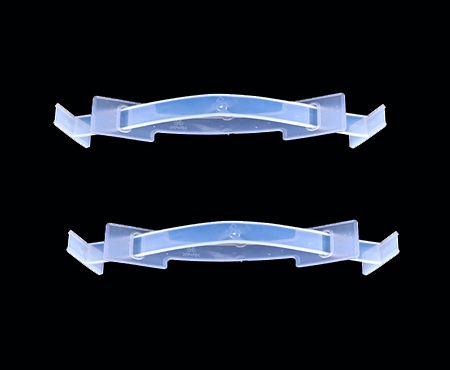
2、工艺分析及刀路形式,加工塑料提手为一具有复杂型面的工件,圆柱圆锥及其连接倒圆面均有较大的切削量,故对加工过程分三道工序:
(1)粗铣,主要目的是切除大量材料;故应选用较大的切削进给量,由于切削过程中切削力较大应采用顺铣,刀路规划为分层向内螺旋铣削加工。采用向内螺旋刀路,在切削时可以避免走空程,使得整个走刀路程最短,减少加工辅助时间,同时也可保证铣削加工塑料提手始终为利于切削的顺铣方式。
(2)半精铣,主要目的是切除粗铣造成的凸台,为精加工做准备;粗铣过程中采用的分层向内螺旋铣削加工,由于球头铣刀自身半径,故不可避免将有一部分材料未被切削掉而产生凸起,本加工工序主要目的就是切除掉这些凸起,为此刀路规划为往复铣削加工,往复方向为沿轴线方向,采用往复刀路,在切削时可以避免走空程,减少加工辅助时间,同时可保证铣削加工塑料提手的质量。